Accelerated Shelf Life Testing Temperature For Food

Pin On Do Something Amazing

Pin On Lavage Des Mains
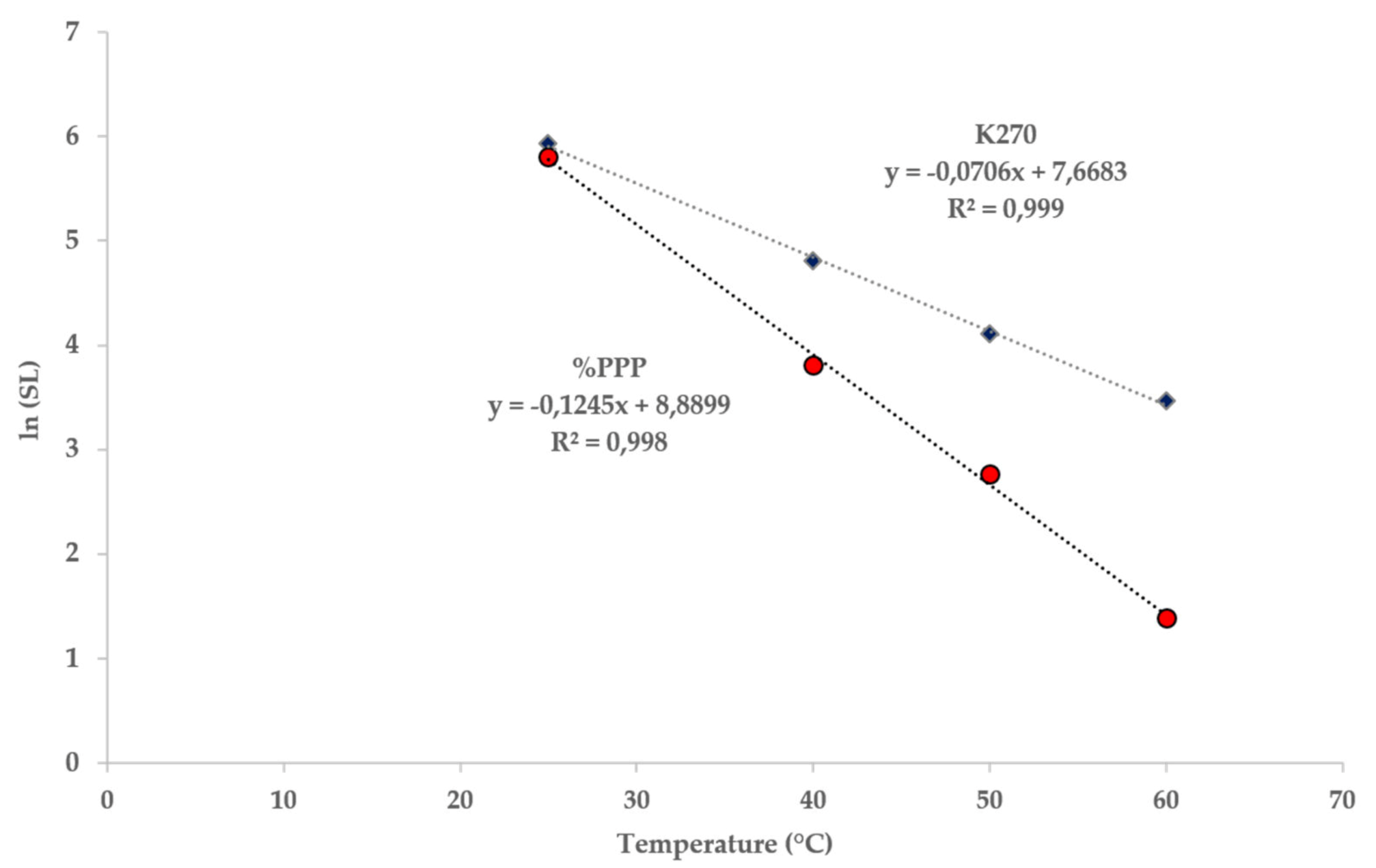
Foods Free Full Text Temperature Dependence Of Oxidation Kinetics Of Extra Virgin Olive Oil Evoo And Shelf Life Prediction Html

Microbiology Testing Lab Conducts Accelerated Shelf Life Studies

Pdf Techniques In Shelf Life Evaluation Of Food Products

Food Storage Trials Sciencedirect

Accelerated condition means temperature usually 10 13 c above the normal storage temperature of the product and rh 90 because microbial growth is maximum observed cmc is the moisture content at which the product is unacceptable by using imc cmc we can find the maximum permissible moisture in the product.
Accelerated shelf life testing temperature for food.

Illustration Of A Kernel Of Wheat Wheat Wheat Berries Diagram

Pdf Shelf Life Testing Procedures And Prediction Methods For Frozen Foods

Pdf Experimental Accelerated Shelf Life Determination Of A Ready To Eat Processed Food
Pdf Application Of The Accelerated Shelf Life Testing Method Aslt To Study The Survival Rates Of Freeze Dried Lactococcus Starter Cultures

Pdf Determination Of Shelf Life With Accelerated Shelf Life Testing Aslt In Beverage Seaweed

Predicting Product Shelf Life Through Accelerated Studies Food Safety Quality Blog

Diagnosing Dermatologic Disorders In Dogs Veterinary Dermatology Endocrine Disease Endocrine Disorders

Right Ventricular Infarction Part I Advanced Cardiac Life Support Ecg Interpretation Ems

Methods For Food Shelf Life Determination And Prediction Sciencedirect

Rosh Review Physical Therapy School Medical Mnemonics Spinal Cord Syndromes

Pin On Geografija

Shelf Life Testing College Of Agricultural Sciences Oregon State University

Food Manufacturers Need To Understand Shelf Life Medallion Labs
Http Vertassets Blob Core Windows Net Download 9210cb42 9210cb42 6d9d 4fd4 Bd3e 216849d3b35d Shelflifestudies Pdf
Pdf Assessing Shelf Life Using Real Time And Accelerated Stability Tests

Portable Mini Humidifier 500ml Small Cool Mist Humidifier With Night Light Usb Personal Desktop Humidifier For Baby Humidifier Cool Mist Humidifier Night Light

Sensory Shelf Life Estimation Of Novel Fortified Blended Foods Under Accelerated And Real Time Storage Conditions Chanadang 2019 Journal Of Food Science Wiley Online Library

Pdf Shelf Life Of Almond Pastry Cookies With Different Types Of Packaging And Levels Of Temperature
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs Wff8sfrqupyhu2tusq4s7s Ka327bpaiwbt7pvlswfbc5upv Usqp Cau

Pdf Quality Evaluation And Estimation Of Shelf Life Of Retort Pouched Tomato Based And Korean Traditional Fermented Food Based Sauces
Https Www E3s Conferences Org Articles E3sconf Pdf 2020 24 E3sconf Tpacee2020 01003 Pdf

Pdf Accelerated Shelf Life Studies Of Extra Virgin Olive Oils Using The Oxitest Method
Http New Paho Org Hq Dmdocuments 2008 6 Annex 5 Report 34 Pdf
Pdf Shelf Life Of Food Products From Open Labeling To Real Time Measurements
Source : pinterest.com
