A Bend In Sheet Metal Is Than The Surrounding Area

Layout And Forming Part One

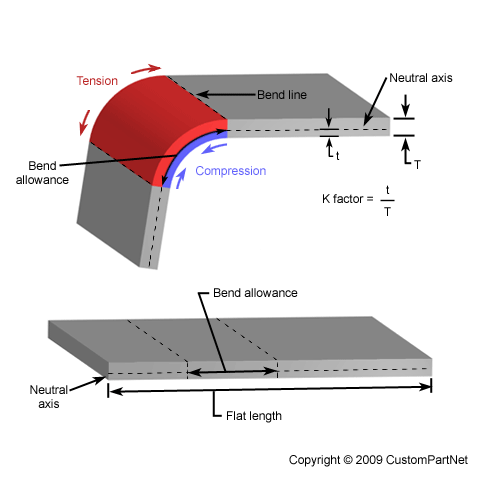
Analyzing The K Factor In Sheet Metal Bending
Sheet Metal Forming

Following Dfm Guidelines For Working With Sheet Metal Machine Design

Bending Metalworking Wikipedia

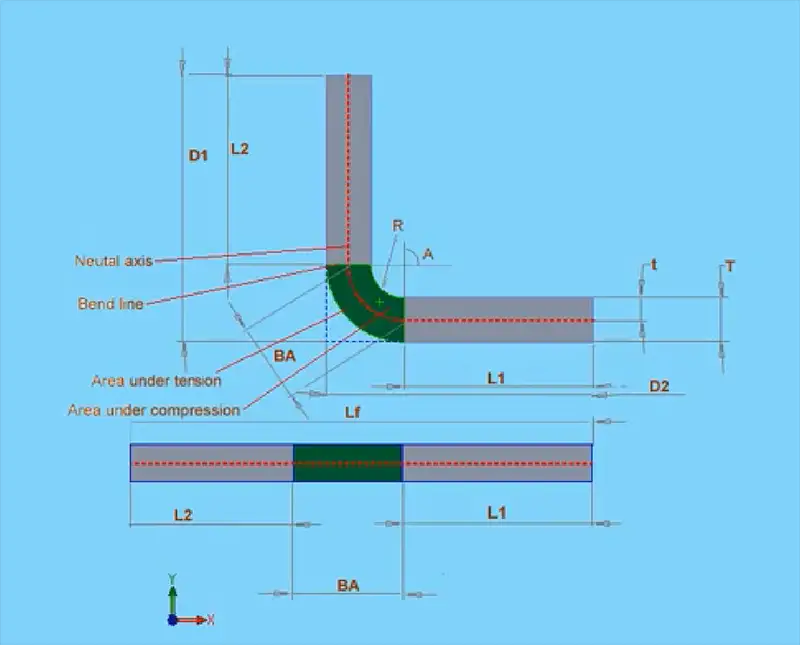
Sheet Metal K Factor Bend Allowance And Flat Length Calculations

In other words if you re bending 1 8 sheet use a tool with a 1 8 radius to form the inside of the bend.
A bend in sheet metal is than the surrounding area.
Bend Allowance Sheet Metal Part Design Solidworks Tutorial Machinemfg

Sheet Metal Bend Deduction Calculations With Switching Directions

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Sheet Metal Forming Sheet Metal Sheet Metal Work Metal Bending

Sheet Metal Understanding K Factor

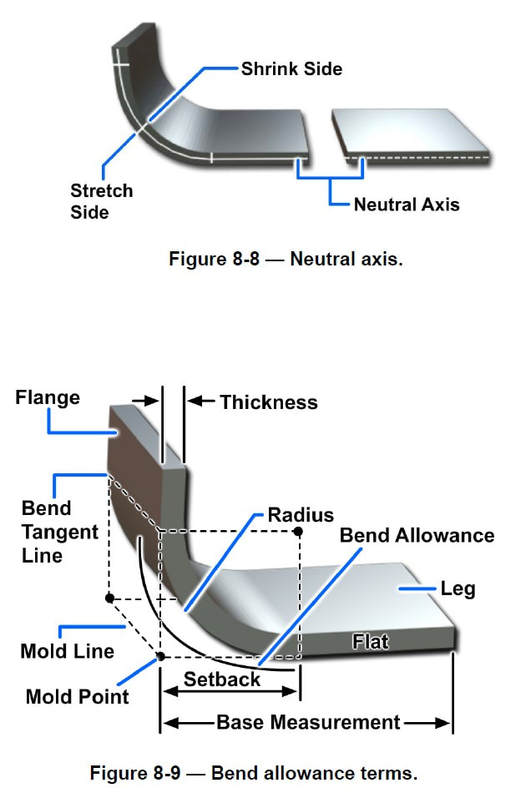
Bend Allowance Sheetmetal Me

Sheet Metal Forming Sheet Metal Metal Forming Metal Bending

Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

Sheet Metal Bending Is An Important Sheet Metal Manufacturing Process Accuracy Of The Finished Sheet Metal Bendin Sheet Metal Metal Design Metal Manufacturing

Deep Drawing Sheet Metal Deep Drawing Metal Shaping

Tips For Bending Sheet Metal Make It From Metal

Springback Sheet Metal Metal Forming Welding Projects

Bending Introduction
Developments And Intersection Drawings Computer Aided Drafting Design
Spring Back Sheetmetal Me

Metal Grain Direction What You Need To Know Aaa Air Support

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Bending

Solidworks Sheet Metal Lofted Bend Youtube Sheet Metal Drawing Solidworks Sheet Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqluceanja97f40q3ulssxok6zjbsag6nlofigpr 0tb2rtkbmd Usqp Cau
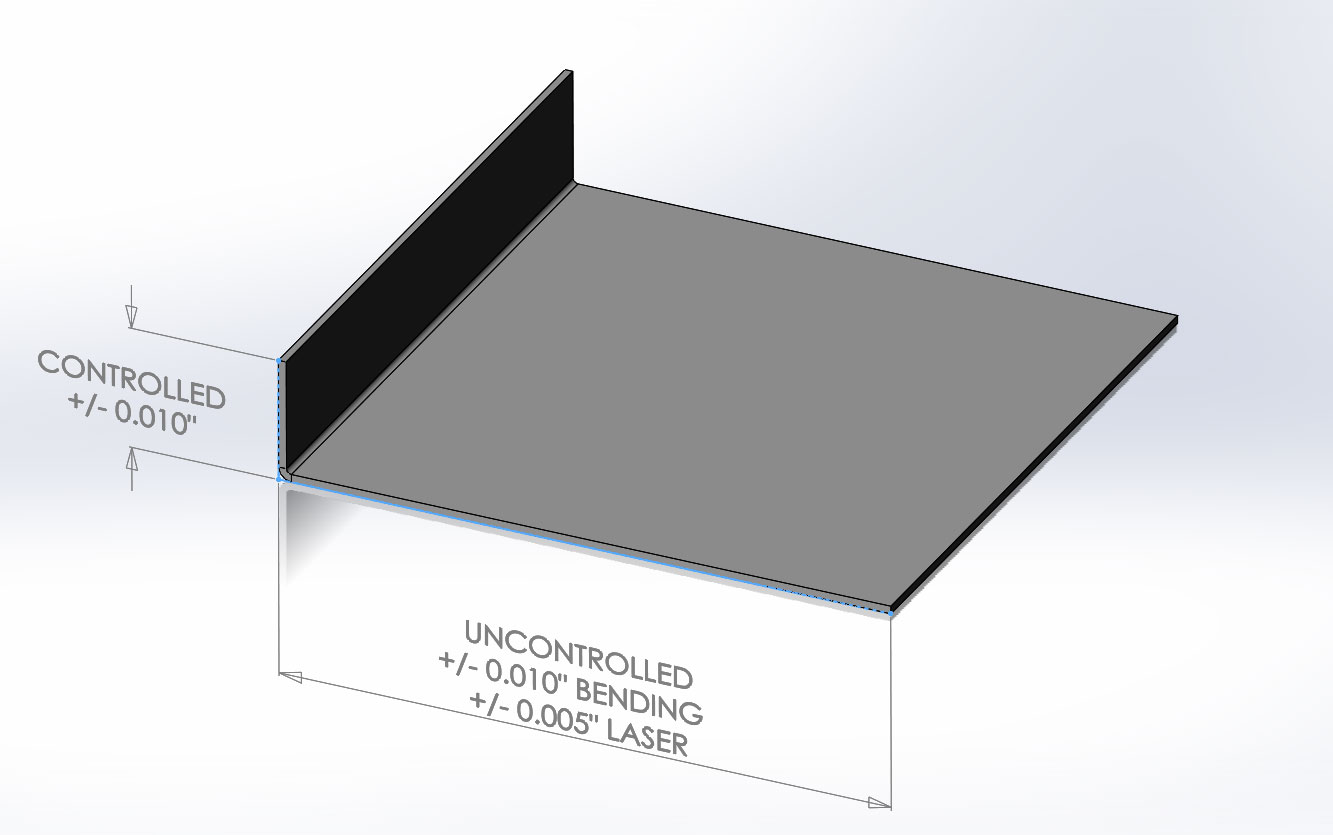
Sheet Metal Bending Tolerances
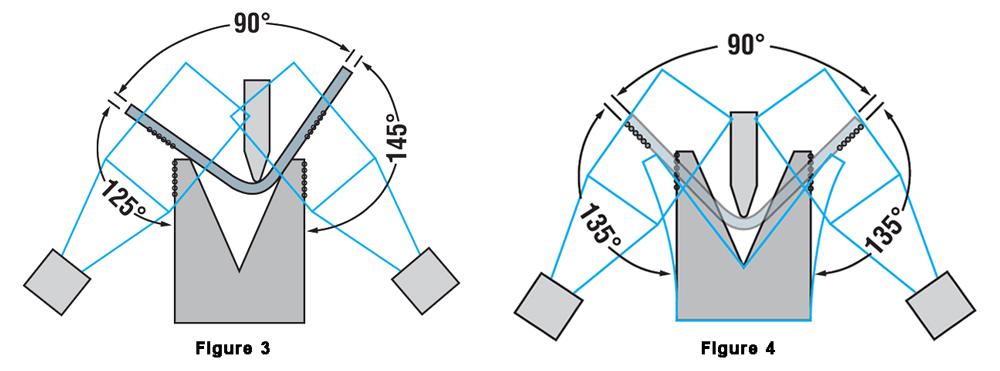
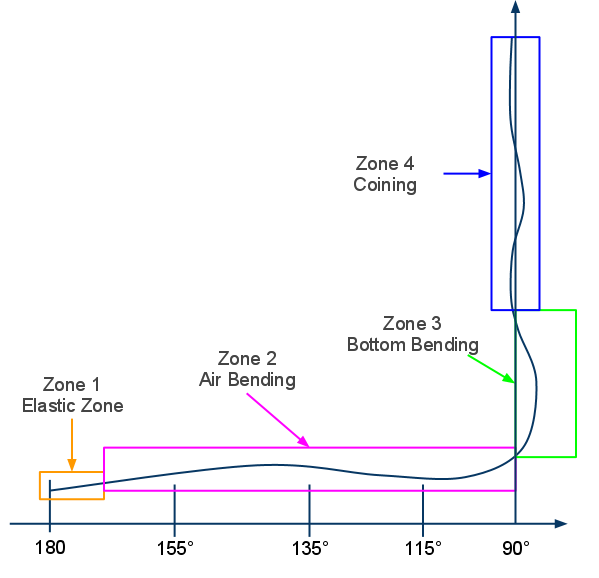
The Next Level Of Air Bending

The Art Of Sheet Metal Bending

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Wipe Bending Sheet Metal Metal Bending Metal Bending Tools
Source : pinterest.com
